کربن استیل (فولاد) یکی از موثرترین مواد آلیاژی است. لوله مانیسمان فولادی پتانسیل بسیار زیادی در تحمل وزنهای سنگین دارد. فولاد موجود در آلیاژ لوله مانیسمان کاملاً حاوی کربن است که در واقع نسبت دیگر اِلِمانها و عناصر را مشخص مینماید. همچنین برخی دیگر از آلیاژهایی که تشکیل دهنده لوله مانیسمان فولادی هستند عبارتند از کروم، نیکل یا وانادیوم که با عنوان آلیاژ فولاد شناخته میشود.
از آنجایی که این لولهها در قالب اکستروژن تولید میشوند، محیط لولهها کاملاً گِرد خواهد بود. لوله مانیسمان فولادی مخصوص انتقال سیال معمولاً برای انتقال نفت، گاز، آب و دیگر مایعات استفاده میشود. لوله مانیسمان فولادی سازهای عمدتاً برای سازههای عمومی و مکانیکی مورد استفاده قرار میگیرد.

به دنبال کاملترین خدمات هستید؟
ما با بهروزترین تجهیزات و محصولات در کنار شما هستیم. برای دریافت مشاوره در انتخاب و خرید تجهیزات میتوانید، همین حالا با ما تماس بگیرید.لوله مانیسمان در فرآیند ساخت سیستمهای بویلر فشار، لولههای بخار، لولههای آب جوش، بویلرهای مورد استفاده در لوکوموتیو و بویلرهای فولادی بدون درز فشار بالا مورد استفاده قرار میگیرد. بویلرهای فولادی بدون درز فشار بالا بسیار در تولید بویلرهای لوله آب فشار بالا کارآمد هستند.
لوله مانیسمان فولادی در سیستمهای حفاری نفت نیز مورد استفاده قرار میگیرد. از این لوله در فرآیند لولهکشی سیستمهای با درجه فشار ۱ و ۲، ساخت بویلر و سوپرهیتر استفاده میشود. دمای دیواره لوله مانیسمان کربن استیل از ۴۵۰ درجه سانتیگراد تجاوز نمیکند و دمای دیواره لوله مانیسمانی که از آلیاژهای فولاد ساخته شده باشد از ۴۵۰ درجه سانتیگراد بیشتر میشود.

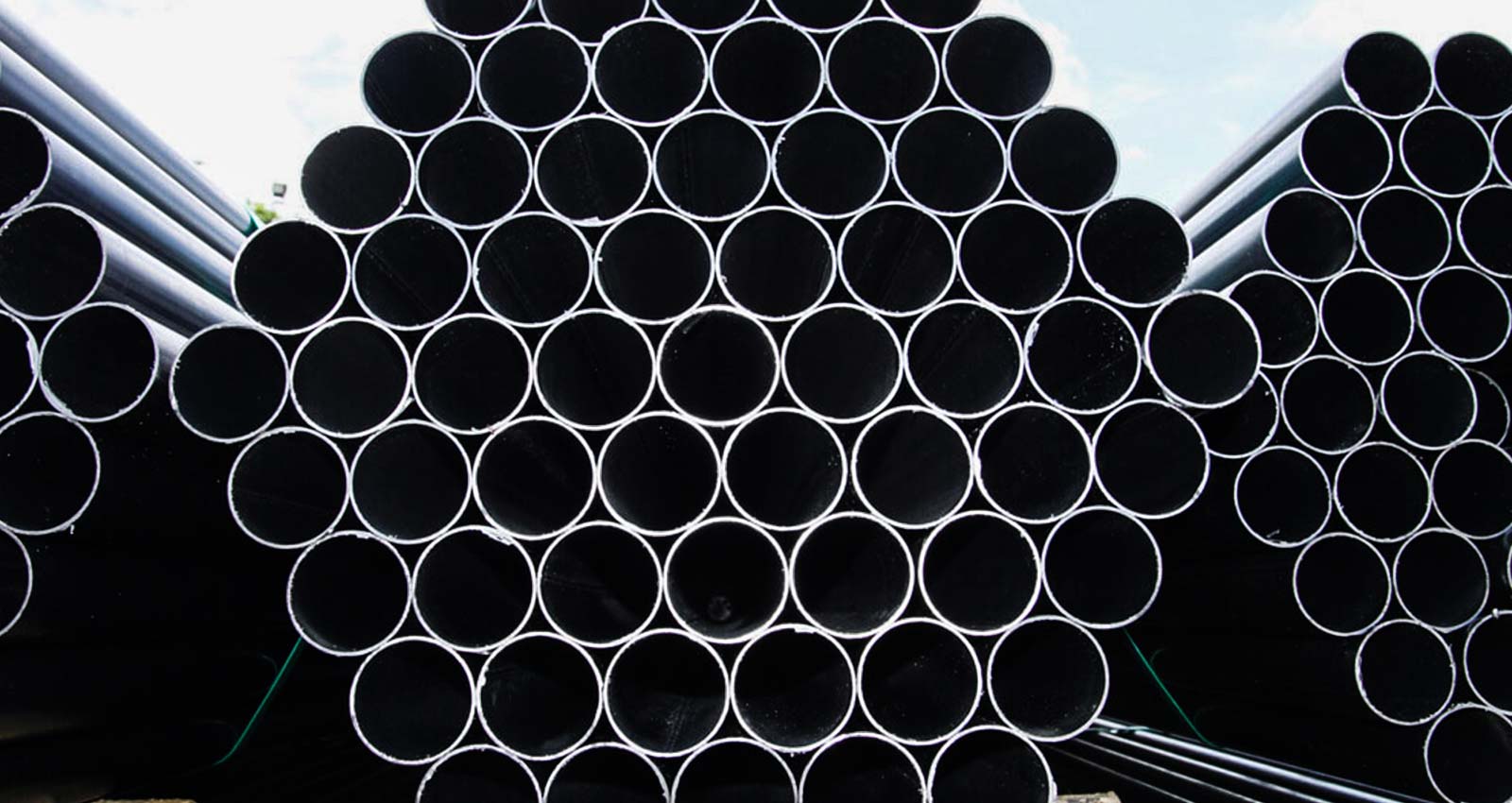
فرآیند تولید لوله صنعتی مانیسمان
فرآیند تولید لوله صنعتی مانیسمان با هر فرآیند تولید هرگونه لوله دیگری متفاوت است چون این لوله هیچگونه درز یا جوشی ندارد. فرآیند تولید لوله مانیسمان از یک ورقه فولاد آغاز میشود. ابتدا این ورقه حرارت داده شده و بر روی دستگاهی قرار داده میشود که درون ورقه حفره ایجاد کرده و درون آن را خالی میکند.
پس از اینکه این پوسته فولادی ساخته شد، در قالبی مخصوص قرار داده میشود تا بتوان به قطر و ضخامت دلخواه لوله دست پیدا کرد. لوله صنعتی مانیسمان در واقع طی فرآیندی با دمای بالا تولید میشود بنابراین لوله باید کاملاً به صورت استاندارد درآمده و در تمامی محیط خود دارای یک الگوی بافتی ثابت باشد.

ایجاد حفره درون ورق فولاد (سوراخ کردن فولاد) اولین گام در ساخت و تغییر شکل لوله مانیسمان نورد گرم است. هدف از فرآیند سوراخ کردن لوله مانیسمان دستیابی به لولهای توخالی و جامد است اما با توجه به نواقصی که بر روی سطح لوله ایجاد میشود و امکان یکسان نبودن ضخامت در سرتاسر لوله بسیار سخت است که بخواهیم فرآیند تغییر شکل را از بین برده یا حذف کنیم، بنابراین کیفیت و نحوه ایجاد حفره در لوله توپُر تاثیر بسیار زیادی بر روی کیفیت لوله مانیسمان نورد گرم دارد. لوله مانیسمان فولادی عمدتاً در صنعت حفاری نفت، صنعت پتروشیمی، تیوبهای بویلر، لولهها و یاتاقان وسایل نقلیه، تراکتورها، صنایع هوایی و دیگر سازههای لوله دقیق، مورد استفاده قرار میگیرد.

ریختهگری شمش فولادی بدون درز نورد گرم بسیار حساس است به همین دلیل این فرآیند میتواند بافت را خراب کند، همچنین ریختهگری درست ذرات فولاد را پالایش کرده و نقایص میکروساختارها را برطرف نماید بنابراین ویژگیهای مکانیکی بافت متراکم فولاد بهبود مییابد. طبیعتاً این بهبودی در جهت نورد لوله و با وسعتی مشخص خواهد بود. در این فرآیند حبابها، ترکها و سستیهای فولاد از بین میروند.

پس از اینکه لوله مانیسمان فولادی کاملاً پخته شد وارد پانچر فشار میشود تا درون لوله خالی شود. پس از اینکه درون لوله توخالی شد، لوله درون نوردی سه غلتکی یا اکستروژن قرار میگیرد. ضخامت داخلی لوله با سایز کردن ضخامت خارجی آن از طریق تعیین طول دریل مشخص میشود.

پس از اندازه کردن، لوله وارد برج خنک کننده میشود و پس از سرد شدن لازم است که عملیات صاف کردن لوله انجام گردد. پس از صاف کردن لوله از تسمه نقاله موجود بر روی دستگاه فلزیاب برای تستهای داخلی استفاده میشود. اگر داخل لوله ترک، حباب و یا مشکلات دیگری داشته باشد از این طریق میتوان آنها را تشخیص داد.
البته انتخاب نوع فولاد و کنترل کیفیت سرسختانه بسیار در جلوگیری از بروز این مشکلات و دستیابی به محصولی با کیفیت موثر است. در نهایت سایز لوله، شماره دسته و دیگر اطلاعات مورد نیاز بر روی آن اسپری میشود و لولههای تولید شده داخل انبار قرار میگیرند.





در بحث پیرامون این مقاله شرکت کنید!